我们将为提供优质建议的用户给予积分奖励!
0/300
姓名
0/30
联系方式
0/30
一、产品简介
带式输送机是一种摩擦驱动以连续方式运输物料的机械。应用它,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。它既可以进行碎散物料的输送,也可以进行成件物品的输送。除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。所以带式输送机广泛应用于现代化的各种工业企业中。
二、应用行业及案例
1.自动组装机中的下料输送机
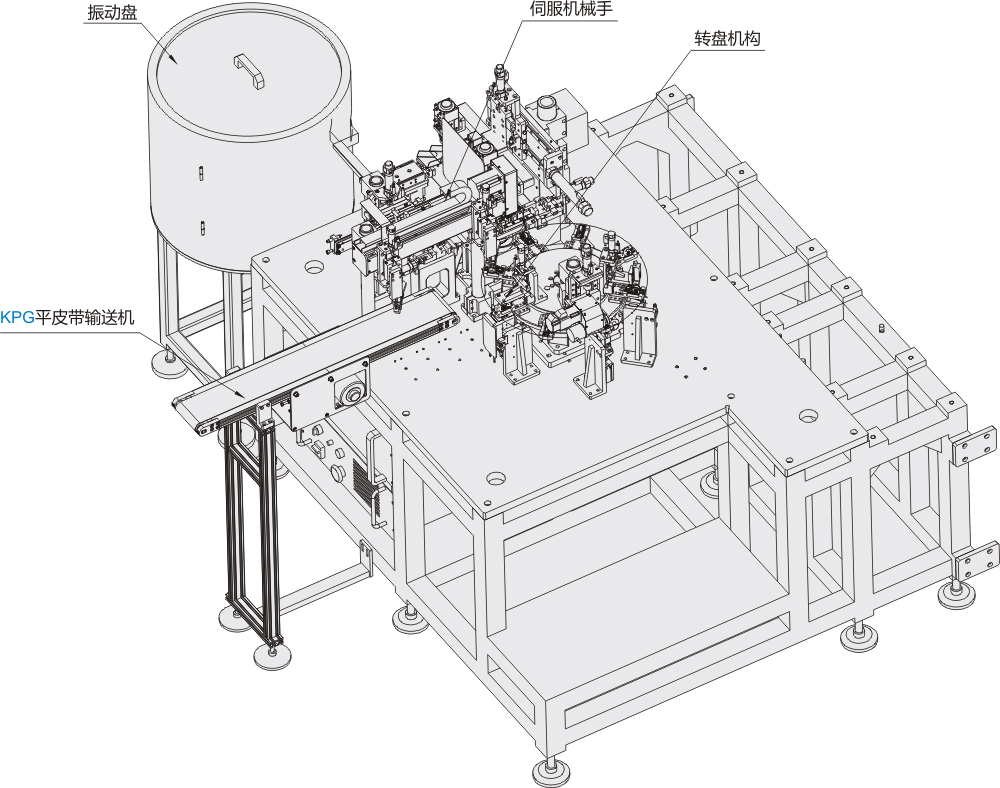
自动组装机,产品组装好后可由输送机衔接下料,将产品输送至下一工位或者将产品输出收集。(亦可做上料使用)
2.自动组装机中的夹具直线回流线
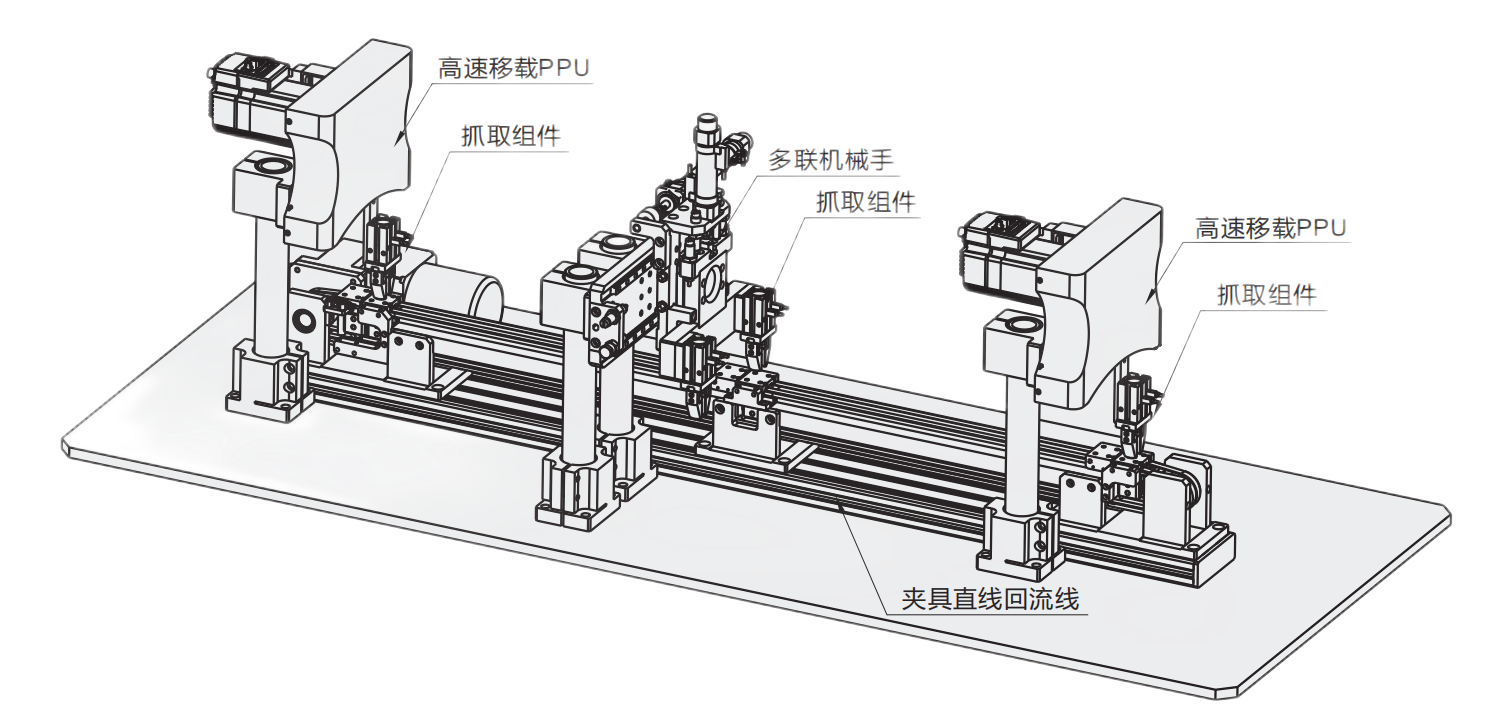
●电机驱动 ,使用进口弹性皮带传送随行夹具,实现夹具直线回流;
●夹具环形工位数量可根据需要非标定制,运输中速度平稳可调 ,无噪音;
●机构紧凑,外形美观 ;
●降低设计与制造的成本;
● 可根椐不同需求,进行非标定制和设计。
3.托盘堆叠上料的网带链输送机
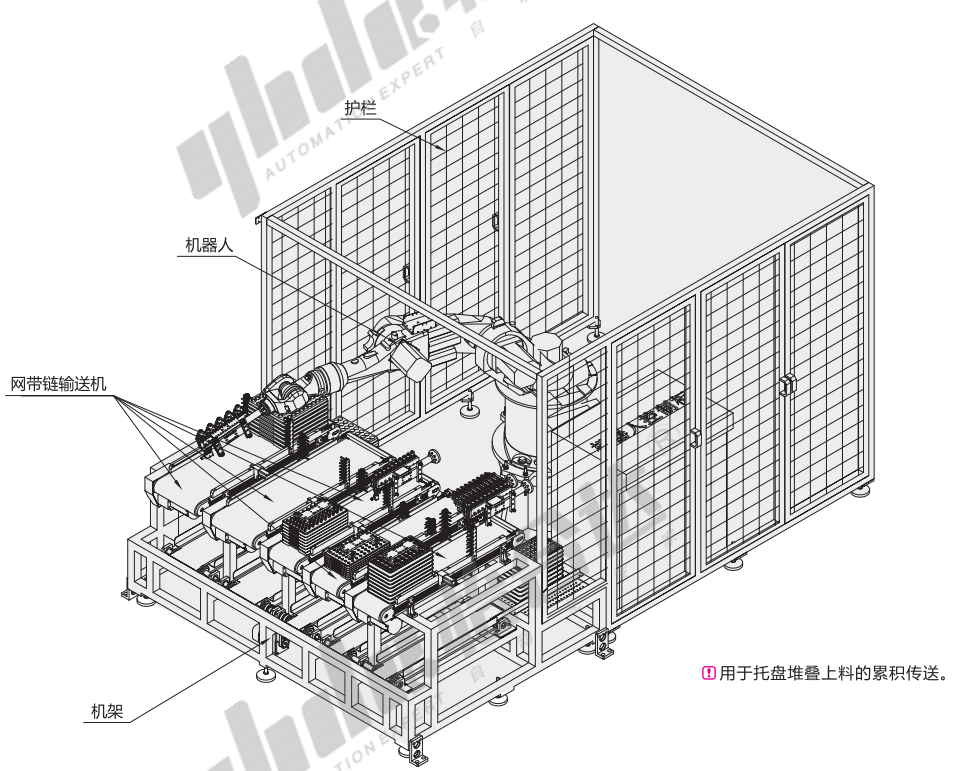
托盘堆叠上料装置中,网带链输送机可用于托盘的存放,实现单工位缓存。
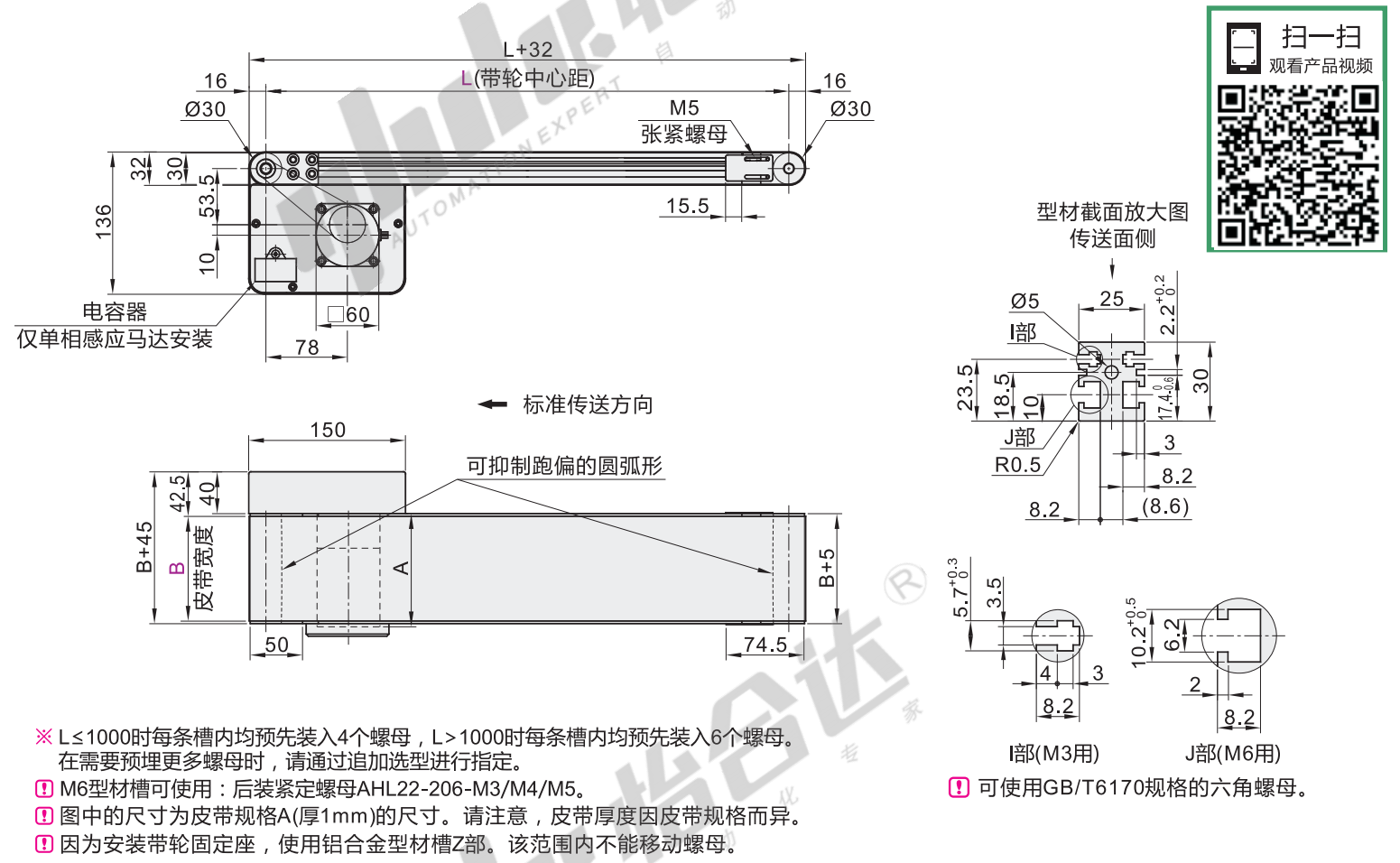
三、选型方式
以AMT05-02A型为例:
以下是选型资料
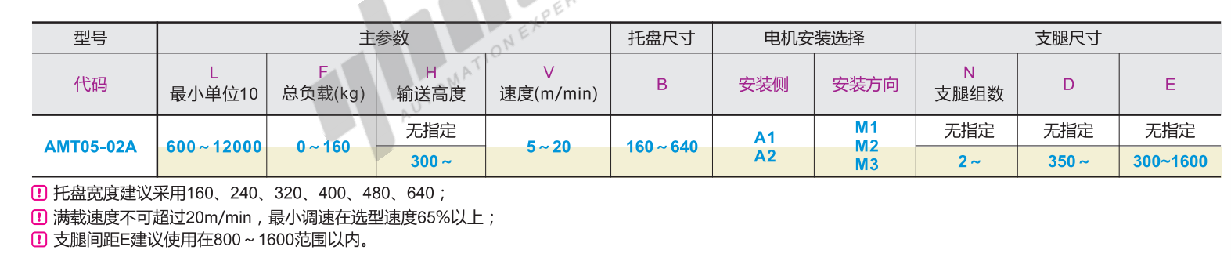
选型:
根据选型资料,首先获取您关心的参数,比如长度、总负载、速度。依据您所使用的环境进行选择。
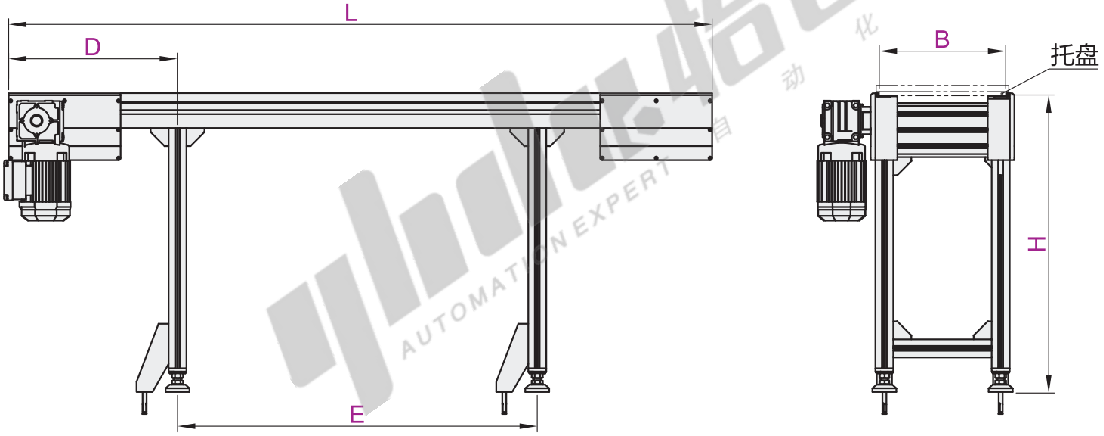
例:本次选型需求为物料传送,长度(L)需要3000MM,负载(F)为60kg,输送高度(H)为900mm,速度(V)在5m/min以内完成传送动作,皮带宽度(B)为160mm,电机安装侧为左侧(A1),电机安装方向朝下(M2),支腿(N2)数量为2支,支腿离马达端(D)距离为500,支腿间距(E)为2000。依据条件,选型型号为:AMT05-02A-L3000-F60-H900-V5-B160-A1-M2-N2-D500-E2000。
*设计选型时应保留适当的性能余量。
四、维护保养
定期清理机构上的粉尘,尽量避免在潮湿的环境使用,建议每月至少保养一次。
1.用干净的布把平皮擦拭干净,检查皮带是否开裂,边缘是否有撕裂口;
2.用干净的布将轴承位置的油污擦拭干净,添加新的润滑油;
3.检查马达与滚筒传动的皮带,是否开裂,皮带齿是否正常。
跑偏原因:
带式输送机运行时输送带跑偏是最常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
1.检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
2.检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
3.检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
该文章对你是否有帮助?
请联系怡合达产品中心
0769-82886777-980

关注官方微信公众号
订单/资讯随手掌握

90%标准件3天内发货
组装产品可按客户需求交付
定制品可按客户需求协商交期
怡合达智能仓储,急速发货

FA零部件SKU150万+
涵盖210个大类3539个小类
非标来图定制
可按需求开发行业新产品

行业优选精选,各大品牌引入
严格的内部质量管理体系
全方位的供应商质量管理体系
第三方检测认证,质量可靠

全系列产品均有3D模型
计算选型支持,提升设计效率
精选案例/产品知识,助力方案设计
售前支持,售后技术培训服务
Copyright © 2010-2024 东莞怡合达自动化股份有限公司 版权所有 粤ICP备14032684号
营业执照: 91441900566614589Q

 网络举报APP下载中心
网络举报APP下载中心
 中国互联网举报中心
中国互联网举报中心